Forge catalane
La forge catalane, ou forge à la catalane, est un ensemble de procédés technologiques destinés à obtenir du fer, par réduction directe du minerai — sans passer par l’intermédiaire de la fonte comme dans un haut fourneau — puis cinglage du massé[note 1] obtenu. La forge catalane utilise une force hydraulique pour actionner, d'une part, un marteau ou martinet, et d'autre part un système de ventilation, la trompe, destiné à entretenir la combustion du foyer. Le terme désigne aussi bien la technologie en soi, que le bâtiment où s'exerce cette activité. Contrairement à ce que peut laisser penser son nom, ce type de forge a été utilisé un peu partout du XVIIe au XIXe siècle dans les zones de montagne, Alpes, Massif central et Pyrénées, mais aussi par les premiers colons américains.

Origine
Pendant des millénaires, la métallurgie utilisa des minerais riches, de fusion facile, tels les hématites brunes compactes et les carbonates décomposés et hydratés. Placés dans des foyers circulaires creusés dans le sol et bâtis sommairement en argile, alimentés au charbon de bois, et activés par deux soufflets de cuir, ces minerais formaient une masse de fer malléable, appelée « loupe », qui était battue avec des marteaux pour être débarrassée de ses scories et de ses impuretés. Il s'agit là de la « forge à bras », ou « forge volante », installée sur les lieux mêmes où on trouvait le minerai. Lorsque le filon était épuisé, ou le charbon de bois manquant, les « métallurgistes » quittaient les lieux et allaient s'installer ailleurs, abandonnant les creusets et les tas de scories. La consommation de charbon de bois a constitué une des causes majeures du déboisement des Pyrénées, avec les innombrables conflits qui s'ensuivirent, comme la Guerre des Demoiselles.
Ce type de forge à bras primitive existait à peu près partout. Progressivement, on s'aperçut que les moulins installés sur les cours d'eau, qui servaient à moudre les grains ou à actionner des scieries, pouvaient aussi servir à battre le métal. Les forges à bras furent peu à peu remplacées par des moulines à fer [1] avec deux roues hydrauliques, l'une activant les soufflets, et l'autre le marteau de cinglage. Il semble que ce soit au début du XVIIe siècle qu'apparut en Italie la nouveauté qui allait devenir la caractéristique la plus originale de la forge catalane : la trompe (ou trombe) dite, selon les lieux, « des Pyrénées » ou « des Alpes ». Cette innovation gagna les Pyrénées françaises vers le milieu du siècle, puis se répandit dans toute l'aire pyrénéenne[2].
Outils caractéristiques
La trompe hydraulique
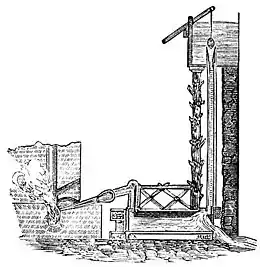
Caractéristique de la forge catalane, elle nécessite une assez forte hauteur de chute, de 7 à 10 mètres. L'eau, canalisée jusqu'à une sorte de bassin en bois, le paicherou, est précipitée dans un tuyau vertical, l’arbre. Il y a généralement deux arbres fonctionnant en parallèle. Comme son nom l'indique, l’arbre est fait avec un tronc d'arbre scié en deux, et évidé. Les deux parties sont ensuite réunies par des frettes de fer. En haut de ce tuyau, des trous, les aspiraux ou aspirateurs, sont percés en oblique, en descendant vers l'intérieur. Des coins mobiles, manœuvrables d'en bas, les étranguillons, permettent de fermer l'ouverture de l'arbre pour interdire l'écoulement de l'eau ou le moduler. Le bas de l'arbre aboutit à une grande caisse de bois trapézoïdale, la caisse à vent. L'eau tombe dans la caisse à vent sur une sorte de banquette protégée par une dalle de pierre, puis s'écoule par-dessous, par une porte à coulisse. En tombant, l'eau provoque une aspiration d'air via les aspiraux, c'est donc un mélange d'eau et d'air qui aboutit dans la caisse, et cet air en pression est canalisé par un conduit quadrangulaire, l'homme ou sentinelle, puis une tuyère jusqu'au-dessus du foyer. La trompe permet donc une ventilation forcée et permanente du foyer sans intervention manuelle, et on peut la régler de façon très précise en faisant varier le débit.
Foyer
Le soufflage au-dessus d'un foyer bas et ouvert est, avec la trompe, une autre caractéristique de la forge catalane. La forge catalane diffère donc notamment du Stückofen, un autre bas fourneau très évolué de la même époque, dont la cheminée était remplie par la charge.
Le foyer (dans les Pyrénées, feu, fòc, foyer, forn, « four ») est un massif quadrangulaire de maçonnerie (argile et grosses pierres), de 2,5 à 3 m de long et 0,70 à 0,90 m de haut. Un des côtés est oblique et rejoint le sol. Ce massif est établi à l'angle de deux murs. Le foyer lui-même est une cavité dont les dimensions varient selon les forgerons. Le fond du four, c'est-à-dire la sole, est constitué par une grosse dalle de granit ou de gneiss. Les pierres qui constituent le support et l'entourage du creuset sont souvent des pierres de meule, fragments d'anciennes meules qui évitent la présence d'eau ou d'humidité. Le mur sur le petit côté du massif comporte un arceau et une ouverture qui permet le passage de la buse en provenance de la caisse à vent.
Chaque face interne du creuset porte un nom. En regardant le creuset, le mur donnant passage à la tuyère étant à gauche : la face avant s'appelle la « main », la mâ, ou latairol (en occitan) ou lleiterol (en catalan) ; la face gauche, où passe le vent, les porges ; la face arrière, la cave ; et à droite, l’ore ou le contrevent. À l'exception de la cave qui est maçonnée, les autres faces sont garnies d'épaisses plaques de fer. Le latairol est fait de deux plaques séparées par une troisième, le restanque, qui sert de point d'appui pour les leviers des ouvriers qui soulèvent le massé. Ces plaques sont réunies par une traverse horizontale, la plie, qui s'appuie sur de forts supports de chaque côté (grosses pierres, et souvent, une vieille tête de marteau).
Marteau
Le marteau qui sert à battre le massé est l'outil principal de la forge. C'est un martinet entraîné par une roue hydraulique. La roue est solidaire d'un axe cylindrique de bois, portant des cames en saillie sur son pourtour. Les cames viennent saisir la queue du marteau[note 2], disposé perpendiculairement et mobile verticalement sur un axe. Le marteau est soulevé, jusqu'à ce que la came le laisse échapper et retomber, la came suivante se présente alors pour répéter le processus. La zone où retombe la tête du marteau, l'enclume, est munie en son centre d'un tas en métal amovible qui peut être changé selon la nature du travail en cours. De même, la tête du marteau est une lourde masse métallique mais sa partie inférieure, celle qui entre en contact avec le massé, est aussi amovible. La cadence des coups du marteau est réglée en faisant varier le débit de la chute sur la roue.
Organisation de la forge
Bâtiment
La forge est installée à un endroit stratégique, sur un cours d'eau qui présente un débit et une hauteur de chute suffisants, et présentant des commodités d'accès car il faut acheminer le minerai, le charbon, et les produits finis, en général à dos de mulet. Avec l'apparition de la trompe, des forges existantes furent déplacées, ou simplement aménagées, selon que leur situation permettait ou non son installation[3].
Le cours d'eau est canalisé et dirigé vers deux paicherous : l'un alimente la trompe, l'autre la roue à aubes qui actionne le ou les martinets. On peut ouvrir ou fermer l'écoulement de l'eau.
L'intérieur de la forge comprend plusieurs parties : une est réservée aux marteaux. Le marteau, ou malh (en fait un martinet), sert à battre la masse de fer brut (le « massé ») afin de l'affiner, puis à l'étirer en barre ou à lui donner sa forme définitive avant d'être expédié.
La caisse à vent, au bas de la trompe, est séparée du foyer par un mur, qui est traversé par la tuyère.
Différentes salles, ou compartiments, reçoivent les minerais, le charbon, le fer terminé. Enfin, une salle peut être réservée aux ouvriers pendant leur temps de repos.
Personnel
Le personnel de la forge, en principe, se compose d'une brigade de 8 ouvriers.
- 4 maîtres : le « foyer », le « maillé » et deux « escolas ». Le foyer est le chef et le responsable de la forge. Il est assisté par un valet. Le maillé, ou marteleur, est chargé du travail mécanique du fer et le fonctionnement du marteau. Les escolas s'occupent de la marche du feu et du vent ;
- 4 « valets » qui assistent les forgerons et assurent le concassage du minerai au marteau ;
- un « garde-forge » qui a la charge de l'approvisionnement des matières premières, du minerai, du charbon ;
- un « commis » qui assure la surveillance des approvisionnements, des commandes, et la comptabilité.
Répartition géographique
.jpg.webp)
- Pyrénées-Orientales
- Ariège
- Pyrénées-Atlantiques
- Andorre[5]
En France, les nombreux petits centres métallurgiques ruraux, fondés sur l'utilisation de la forge catalane et qui avaient survécu à l'arrivée et aux perfectionnements des hauts fourneaux, ne disparaissent qu'au début du XXe siècle, lors de la mise au point du procédé Thomas[6]. Ce procédé est à l'origine du développement spectaculaire de la sidérurgie lorraine. En effet, en 1869, avant la guerre franco-allemande de 1870, les deux départements de Meurthe et de Moselle produisent 1,4 % de l'acier français ; en 1913 l'acier Thomas des usines de la seule Meurthe-et-Moselle correspond à 69 % de la production nationale[7]. Cette évolution est aussi accentuée par la très forte amélioration des moyens de transports qui permettent la livraison des produits manufacturés loin des centres de production.
Les premiers colons américains ont utilisé la forge catalane, beaucoup moins complexe à construire que des hauts fourneaux et les forges associées, pour l'affinage de la fonte que ceux-ci produisent[8]. Ce procédé a été utilisé dans le sud des États-Unis jusque vers le milieu du XIXe siècle[9].
Disparition
| Année | Feux en activité | Production (quintaux) 48,951 kg |
Prix fer (Fr/Qt) |
|---|---|---|---|
| 1843 | 52 | 59 753 | 47,25 |
| 1847 | 46 | 53 044 | 42,52 |
| 1850 | 48 | 55 000 | 35,50 |
| 1853 | 55 | 72 125 | 38,00 |
| 1857 | 45 | 51 450 | 36,25 |
| 1860 | 30 | 43 000 | 34 |
| 1863 | 19 | 29 600 | 33 |
| 1867 | 15 | 16 700 | 30 |
| 1873 | 6 | 3 300 | 26,91 |
| 1875 | 6 | 1 800 | 34 |
La croissance et la disparition des forges catalanes a eu un impact notable sur le prix du charbon de bois. Au sommet du procédé, son prix a monté : de 1833 à 1842, le prix du quintal de bois passe de 7,50 à 9-10 francs. Lorsque la production baisse, son prix s'écroule : vendu 8 fr en 1854-1855, il ne vaut plus, malgré la forte inflation, que 6,10 fr en 1868, et 6,80 fr en 1872[11].
Notes et références
- Notes
- Massé : loupe de fer obtenue dans le foyer après réduction du minerai.
- Il s'agit donc d'un martinet terminal, appelé aussi « ordon à bascule »
- À titre de comparaison, la loupe du stückofen pèse 200 à 350 kg et doit être divisée en deux Stücks pour pouvoir être travaillée.
- Références
- Catherine Verna, Le Temps des moulines. Fer, technique et société dans les Pyrénées centrales (XIIIe – XVIe siècles), Paris, Publications de la Sorbonne, 2002, 425 p.
- Jean Cantelaube, La forge à la catalane dans les Pyrénées ariégeoises. Une industrie à la montagne (XVIIe – XIXe siècle), Toulouse, CNRS-Framespa-Université Toulouse Le Mirail, collection « Méridiennes », série « Histoire & Techniques », 2005.
- Voir article Forges de la vallée de l'Ouzom
- (en) Douglas Alan Fisher, « Precursors of the Blast Furnace : Excerpt from The Epic of Steel », Davis Town Museum & Harper & Row, NY,
- Olivier Codina, « Marchés sidérurgiques et forges : les espaces du fer andorran (1600-1876) », Annales du Midi : revue archéologique, historique et philologique de la France méridionale, vol. 117, no 251, , p. 383–405 (ISSN 0003-4398, DOI 10.3406/anami.2005.7506)
- Emmanuel-Louis Grüner, Traité de métallurgie — métallurgie générale, t. second, procédé de métallurgiques, chauffage et fusion, grillage, affinage et réduction, Dunod, [détail des éditions] (lire en ligne), partie I, p. 257
- J. Levainville, L'Industrie du Fer en France, Paris, Armand Colin, coll. « Armand Colin » (no 19), , 210 p. (lire en ligne), p. 99-101
- (en) William F. Durfee, « American Industries since Columbus », Popular Science Monthly, vol. 38, , p. 165 (lire en ligne)
- (en) Julius H. Strassburger, Blast Furnace-theory and Practice, Gordon and Breach Science Publishers, , 1040 p. (ISBN 978-0-677-10420-1, lire en ligne), p. 4
- A. Armengaud, La fin des forges catalanes dans les Pyrénées ariégeoises, Paris, Armand Colin, coll. « Annales. Économies, Sociétés, Civilisations », (lire en ligne), p. 65
- Armengaud 1953, p. 64 ; 66.
Articles connexes
Sources
- Robert Lapassat, « L'industrie du fer dans les Pyrénées orientales et ariégeoises au XIXe siècle — 1. Les forges catalanes », Conflent, no 120, Prades, 1983
- (en) Estanislau Tomàs, « The Catalan process for the direct production of malleable iron and its spread to Europe and the Americas » [PDF], Institut d’Estudis Catalans, Barcelona,
 Portail de la production industrielle
Portail de la production industrielle  Portail de la métallurgie
Portail de la métallurgie  Portail des Pyrénées
Portail des Pyrénées  Portail des Alpes
Portail des Alpes  Portail du Massif central
Portail du Massif central