Enduction par trempage
L'enduction par trempage ou enduction par immersion ou dépôt par trempage[1] ou revêtement au trempé[2] (Dip coating en anglais) est un procédé d'enduction de pièces et de textiles. La pièce ou le textile à enduire est trempé dans une matière dissoute, fondue, ramollie ou en poudre fluidisée afin de la recouvrir d'une couche de cette matière. Le revêtement peut fournir, entre autres, une couche de protection ou une meilleure finition au produit enrobé.
Applications
Les principales applications de l'enduction par trempage se trouvent dans le domaine de l'industrie alimentaire (enrobage de biscuit avec du chocolat par exemple) et de la plasturgie (PVC). Avec l'enduction par centrifugation, l'enduction par trempage est une des méthodes les plus couramment utilisées pour le dépose de couches minces par procédé sol-gel.
Mode opératoire
La matière peut être chauffée ou non selon son état physique à température ambiante. Dans le cas d’une poudre, elle est fluidisée. L'enduction par trempage peut être réalisée en continu ou en discontinu.
Procédé discontinu
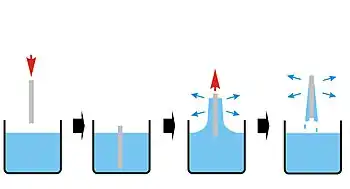
Le procédé discontinu concerne les pièces. Les étapes suivantes constituent l'enduction discontinue par trempage :
- chauffage de la pièce ;
- immersion de la pièce chaude dans la matière qui va l'enrober ;
- enlèvement de la pièce entourée par la matière ;
- drainage de l’excès ;
- séchage ou cuisson de la matière accrochée à la pièce si elle contenait un solvant ou si elle était à base de réactifs (monomères et prépolymères) ;
- refroidissement de l'ensemble.
La pièce peut avoir besoin d’être immergée plusieurs fois dans la même matière ou dans des matières différentes pour donner l’épaisseur recherchée ou lorsque plusieurs propriétés sont recherchées.
Procédé continu

Le procédé continu concerne les textiles flexibles. Les étapes citées ci-dessus sont effectuées immédiatement l'une après l'autre.
Contrôle de l’épaisseur
Pour contrôler l’épaisseur de la couche d'enrobage, il est important de maîtriser les paramètres suivants :
- la température de la pièce : l'augmentation de cette température augmente l’épaisseur de l'enrobage ;
- la température de la matière ;
- la vitesse d’introduction de la pièce ;
- la durée de l’immersion : l'augmentation de cette durée augmente l’épaisseur de l'enrobage ;
- la vitesse de sortie de la pièce : l’augmentation de cette vitesse augmente l’épaisseur de l'enrobage.
Avantages et inconvénients
L'enduction par trempage présente les avantages et les inconvénients suivants[3] :
- avantages :
- faible coût d'investissement ;
- faible coût de production ;
- différentes épaisseurs possibles ;
- limites :
- procédé relativement lent ;
- contrôle de l’épaisseur de la pièce difficile.
Articles connexes
Références
 Portail du textile
Portail du textile  Portail des sciences des matériaux
Portail des sciences des matériaux