Soudage
Le soudage est un procédé d'assemblage permanent. Il a pour objet d'assurer la continuité de la matière à assembler. Dans le cas des métaux, cette continuité est réalisée à l'échelle de l'édifice atomique. En dehors du cas idéal où les forces inter-atomiques et la diffusion assurent lentement le soudage des pièces métalliques mises entièrement en contact suivant des surfaces parfaitement compatibles et exemptes de toute pollution, il est nécessaire de faire intervenir une énergie d'activation pour réaliser rapidement la continuité recherchée.
Pour un article sur la théorie du soudage, voir Soudage (théorie).
_-_NARA_-_522890.jpg.webp)

L'opération peut être appliquée aux métaux ainsi qu'aux matières thermoplastiques (voir soudage de plastiques) et au bois (voir soudage du bois). Le soudage permet d'obtenir une continuité de la nature des matériaux assemblés : matériau métallique, matière plastique, etc. De ce fait, les techniques d'assemblage mécaniques (rivetage, boulonnage, agrafage…) ou par adhésion (collage), ainsi que les techniques de brasage[Note 2] ne répondent pas à la définition du soudage.
Histoire du soudage
L'histoire du soudage est liée à l'histoire de la métallurgie.
Origines de la métallurgie
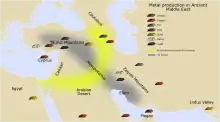
Les sept métaux connus dans l'antiquité sont l'or (utilisé depuis -6000), le cuivre (-4200), l'argent (-4000), le plomb (-3500), l'étain (-1750), le fer (-1500) et le mercure (-750).
Les métaux ont déjà été trouvés et utilisés à l'état natif ou provenant d'une météorite de fer donnant le fer météorique connu en -6000. L'histoire de la métallurgie est liée à la mise au point des traitements techniques nécessaires pour en faire un matériau utilisable : le chauffage à une température suffisante et le forgeage.
Comme l'indique Bertrand Gille dans l'Histoire des Techniques, si l'utilisation des métaux natifs est relativement simple à expliquer, il en est autrement pour la réduction des minerais car elle suppose la mise en œuvre de plusieurs savoirs :
- savoir qu'on peut tirer un métal d'un minerai,
- savoir traiter le minerai en mettant en place différentes méthodes :
- concassage,
- grillage préalable du minerai, et parfois l'additionner de fondant,
- inventer le charbon de bois,
- savoir que la température est le vecteur essentiel pour extraire le métal du minerai, donc maîtriser la construction des fours.
L'ensemble de ces techniques nécessaires rend l'histoire des techniques à ses origines impossible. L'hypothèse qu'émet Bertrand Gille est le hasard d'une découverte dans un four de potier construit avec des pierres comprenant des minerais riches en métaux et de la chaux ou du plâtre intervenant comme réducteurs permettant d'obtenir une température suffisante.
La mise en place de la métallurgie suppose une organisation sociale particulière. Si la céramique ne suppose qu'une activité familiale, la métallurgie suppose la mise en place d'une industrie avec de nombreuses personnes, des spécialistes et un marché ouvert. On peut aussi constater que, dans les premiers temps, les pays producteurs de minerais ne sont pas les pays consommateurs de métaux. On s'empare alors du métal par échange ou par la guerre.
L'usage du feu comme agent de transformation pour obtenir un métal des minerais fait que la métallurgie apparaît peu après la céramique. Dans la Méditerranée orientale on connaît le charbon de bois et le four permettant d'obtenir une température élevée. Les recherches archéologiques ont montré que le cuivre est connu à Çatal Höyük vers -6600 et -6300. Cette période commence un premier âge des métaux appelé chalcolithique précédant l'âge du bronze.
La datation des différents âges des métaux dépend de la diffusion des métaux dans les différentes zones géographiques partagés entre :
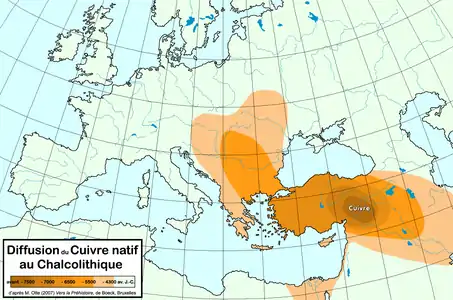
Aire de diffusion de l'utilisation du cuivre natif au Chalcolithique 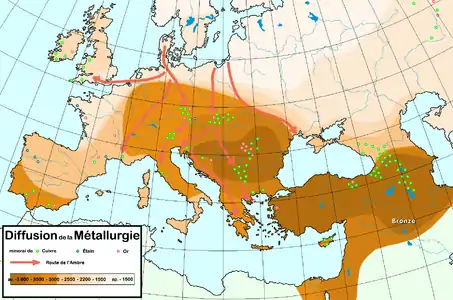
Aire de diffusion de la métallurgie à l'âge de bronze
Histoire du soudage
.jpg.webp)
L’origine du soudage remonte aux âges des métaux :
- à l’Âge du bronze on soudait à la poche[Quoi ?][réf. nécessaire],
- à l’Âge du fer on soudait à la forge[réf. souhaitée].
L'exemple le plus ancien de soudage est la jonction entre l'anneau de suspension et le pendentif du Petit chien à bélière conservé au musée du Louvre (Uruk, 3300-3100 av. J.-C.).
Un autre exemple est constitué par de petites boîtes circulaires en or datant de l'Âge du bronze et assemblées par chauffage et martelage d'un joint constitué de deux surfaces se recouvrant. Il a été estimé que ces boîtes ont été fabriquées il y a plus de 2000 ans[réf. souhaitée].
Pendant l'Âge du bronze, les Égyptiens et les peuples de l'est méditerranéen ont appris à assembler par soudage des pièces en fer. Plusieurs outils datant approximativement de 3 000 ans ont été retrouvés[réf. souhaitée].
L'ancien historien grec Hérodote déclare dans Histoires (I,25) du Ve siècle av. J.-C. que Glaucos de Chios le seul homme justement qui ait trouvé l'art de souder le fer (on lui attribuait aussi la pratique de la trempe du fer). Le soudage a été utilisé dans la construction du Pilier de fer de Delhi, érigé à Delhi, à l'époque de Chandragupta II, et pesant 5,4 tonnes.
Des progrès du soudage à la forge par martelage sont rapportés au Moyen Âge, où les chaudronniers et les forgerons pilonnent le métal chauffé jusqu'à ce que la liaison ait lieu. En 1540, Vannoccio Biringuccio publie De la Pirotechnia, qui comprend des descriptions de l'opération de forgeage. Les artisans de la Renaissance ont amélioré le processus, et l'industrie a continué à croître au cours des siècles suivants.
En 1800, Sir Humphry Davy a découvert l'arc électrique à impulsions courtes et a présenté ses résultats en 1801. En 1802, le scientifique russe Vasily Petrov (en) a créé l'arc électrique continu, et a ensuite publié Nouvelles expériences Galvaniques-voltaïques en 1803, dans lequel il décrit des expériences réalisées en 1802. Le plus important dans cette publication, c'est la description d'une décharge d'arc stable et l'indication de son utilisation possible pour de nombreuses applications, dont la fusion de métaux. En 1808, Davy, qui ignorait le travail de Petrov, découvre lui aussi l'arc électrique continu. En 1881-82, les inventeurs Nikolai Benardos (en), russe, et Stanisław Olszewski (en), polonais, ont créé la première méthode de soudage à l'arc électrique, connu sous le nom d'arc de carbone de soudage (CAW) en utilisant des électrodes de carbone. Les progrès de la soudure à l'arc ont continué avec l'invention des électrodes métalliques à la fin des années 1800 par un Russe, Nikolai Slavyanov (en) (1888), et un Américain, Charles L. Coffin (en) (1890). Vers 1900, A. P. Strohmenger a créé une électrode métallique revêtue en Grande-Bretagne, qui a donné un arc plus stable. En 1905, le scientifique russe Vladimir Mitkevich a proposé d'utiliser un arc électrique triphasé pour le soudage. En 1919, le courant alternatif de soudage a été inventé par C. J. Holslag , mais ne s'est pas développé avant la décennie suivante.
Le soudage par résistance a également été mis au point au cours des dernières décennies du XIXe siècle, avec les premiers brevets de Elihu Thomson, en 1885, qui a produit de nouvelles avancées au cours des 15 années suivantes. La soudure aluminothermique (TW) a été inventée en 1893, et à cette époque un autre processus, le soudage oxycoupage, s'est diffusé.
L'acétylène a été découvert en 1836 par Edmund Davy, mais il n'a pas été utilisé en soudage avant 1900, quand un chalumeau pratique a été développé. Dans un premier temps, le soudage oxyacétylénique a été l'un des procédés de soudage les plus populaires en raison de son coût et de sa facilité d'utilisation. Au cours du XXe siècle il a régressé pour les applications industrielles. Il a été en grande partie remplacé par le soudage à l'arc, avec des électrodes revêtues qui stabilisent l'arc et protègent le matériau de base des impuretés.
.jpg.webp)
La Première Guerre mondiale a provoqué une hausse importante de l'utilisation des procédés de soudage, avec les différentes puissances militaires qui tentent de déterminer parmi les nouveaux procédés de soudage celui qui serait le plus efficace. Le plus utilisé a été le soudage à l'arc britannique, qui a servi à la construction d'un navire, le Fullagar avec une coque entièrement soudée. Le soudage à l'arc a été d'abord appliqué aux avions pendant la guerre et, par exemple, dans certains fuselages d'avions allemands qui ont été construits en utilisant ce processus. Il faut également noter le premier pont routier soudé dans le monde, le pont de Maurzyce conçu par Stefan Bryła de l'École polytechnique de Lwów en 1927, et construit à travers la rivière Słudwia près de Łowicz, en Pologne en 1928.
Durant les années 1920, des progrès importants ont été faits dans la technologie de soudage, y compris l'introduction de soudage automatique en 1920, dans lequel le fil d'électrode a été alimenté en continu. Le gaz de protection est devenu un sujet recevant beaucoup d'attention, que les scientifiques ont mis au point pour protéger les soudures des effets de l'oxygène et l' azote de l'atmosphère. La porosité et la fragilité étaient les principaux problèmes dus au soudage et des solutions qui ont été développées comme l'utilisation de l'hydrogène, l'argon et l'hélium comme atmosphères de soudage. Au cours de la décennie suivante, de nouvelles avancées sont permises pour le soudage des métaux réactifs comme l'aluminium et le magnésium. Les développements du soudage automatique, du soudage avec courant alternatif, et sous flux ont permis une expansion du soudage à l'arc au cours des années 1930, puis au cours de la Seconde Guerre mondiale. En 1930, le premier navire marchand entièrement soudé, M/S Carolinian, a été lancé.
Au milieu du XXe siècle, de nombreuses nouvelles méthodes de soudage ont été inventés. La mise au point du soudage de goujons date de 1930, et s'est développé dans la construction navale et la construction. Le soudage à l'arc a été inventé la même année. En 1932, un Russe, Konstantin Khrenov (en), a mis au point le soudage à l'arc sous l'eau. Le soudage à l'arc sous gaz inerte de tungstène, après des décennies de développement, a finalement été perfectionné en 1941, et le soudage à l'arc métallique sous gaz a été mis au point en 1948, permettant le soudage rapide des matériaux non ferreux mais nécessitant des gaz de protection coûteux. Le soudage à l'arc métallique protégé a été développé au cours des années 1950, en utilisant une électrode consommable enrobée, et il est rapidement devenu le processus le plus populaire de soudage à l'arc métallique. En 1957, le processus de soudage à l'arc fourré a débuté, dans lequel l'électrode de fil auto-blindé peut être utilisée avec un équipement automatique, ce qui entraîne des vitesses beaucoup plus élevées de soudage, et cette même année, le soudage à l'arc de plasma a été inventé. Le soudage vertical sous gaz ou Electro Slag Welding (ESW) apparaît en 1958, et il a été suivi par son cousin, le soudage électrogaz, en 1961. En 1953, le scientifique soviétique N. F. Kazakov a proposé la liaison par diffusion méthode (DFW).
Un autre développement récent du soudage est la percée du soudage par faisceau d'électrons en 1958, qui rend possible un soudage profond et étroit grâce à la source de chaleur concentrée. À la suite de l'invention du laser en 1960, le soudage par faisceau laser a débuté plusieurs décennies plus tard, et a démontré être particulièrement utile à grande vitesse dans le soudage automatisé. Le soudage par impulsion magnétique (MPW) est utilisé industriellement depuis 1967. Le soudage par friction malaxage a été inventé en 1991 par Wayne Thomas au Welding Institute (TWI, Royaume-Uni) et a trouvé des applications de haute qualité partout dans le monde. Ces quatre nouveaux processus continuent d'être très coûteux en raison du coût élevé de l'équipement nécessaire, et cela a limité leurs applications.
Procédés de soudage de pièces métalliques
Soudage oxyacétylénique
(procédé 311 selon l'ISO 4063)
L'énergie thermique, générée par l'oxycombustion d'un mélange gazeux combustible et comburant, focalisée à la sortie de la buse du chalumeau, est utilisée pour faire fondre les bords à souder. Lorsqu'un métal d'apport est nécessaire, celui-ci se présente sous la forme d'une baguette métallique du diamètre approprié tenue à la main et apportée de proche en proche dans le bain de fusion. La baguette de brasage pour effectuer la soudure doit contenir une quantité minimum des deux alliages à souder pour que celui-ci se fasse avec succès[1].
Soudage aluminothermique
(procédé 71 selon l'ISO 4063)
Utilisé pour la réparation de pièces massives telles que les rails de chemin de fer, c'est une méthode de soudage chimique : le joint à réaliser est emprisonné dans une forme, que l'on remplit d'un mélange pulvérulent à base d'aluminium et d'oxyde de fer. Les pièces à souder sont chauffées au rouge et le mélange est ensuite enflammé ; la réduction de l'oxyde de fer par l'aluminium provoque la fusion et l'alumine produite est expulsée vers le haut par décantation.
Soudage électrique par résistance
(ou par points, ou à la molette, ou PSE, ou PSR procédé 2 selon l'ISO 4063)
Le soudage est réalisé par la combinaison d'une forte intensité électrique et d'une pression ponctuelle. Ce procédé ne nécessite pas d'apport extérieur. L'intensité électrique chauffe la matière jusqu'à la fusion. La pression maintient le contact entre l'électrode et l'assemblage. Pour souder, une pince plaque l'assemblage avec des embouts, ou des électrodes en cuivre, matière bonne conductrice de l'électricité et de la chaleur, ce qui permet de moins chauffer la zone de contact avec cette pince et d'en éviter la fusion, qui se trouve limitée à la zone de contact entre les deux feuilles à souder. Cette technique est donc dépendante de la résistivité (résistance électrique) des matières, de l'épaisseur totale de l'assemblage et du diamètre des électrodes. Ce procédé est majoritairement utilisé dans l'assemblage de tôle d'acier de faible épaisseur (< 6 mm). Cette technique bénéficie d'un savoir-faire très important et d'une productivité incomparable (dans le domaine d'application). Pour exemple, une caisse automobile est assemblée à plus de 80 % par des points soudés.
Il peut s'agir également d'un soudage par bossages[2], sur des pièces ayant subi au préalable un emboutissement.
Soudage à l'arc électrique avec électrodes enrobées

(MMA : Manual Metal Arc, ou SMAW : Shielded Metal Arc Welding selon les normes américaines ou encore procédé 111 selon l'ISO 4063)
La chaleur nécessaire au soudage est générée par un arc électrique établi entre une électrode enrobée et la pièce à souder. Le métal fondu est protégé par un flux solide. Ce flux est appelé enrobage sur l'électrode ou laitier[3] sur le cordon de soudure.
Soudage à l'arc sous flux
Aussi appelé « arc submergé » : le procédé SAW (Submerged Arc Welding) consiste à effectuer un joint de soudure sur de l'acier à l'aide d'un arc électrique qui est submergé de flux en poudre. Ce procédé de soudage est effectué à l'aide d'un robot, ce qui lui apporte une grande régularité. Deux robots de ce type positionnés l'un en face de l'autre (joint en « T ») peuvent effectuer une soudure pleine pénétration d'un acier de forte épaisseur sur de longues distances (plusieurs mètres). Ce procédé est surtout utilisé pour la fabrication de pièces en série.
Soudage à l'arc avec électrodes non fusibles

(Soudage TIG : Tungsten Inert Gas, GTAW : Gas Tungsten Arc Welding selon les normes américaines ou encore procédé 141 selon l'ISO 4063)
Un arc électrique est établi entre l'extrémité d'une électrode réfractaire en tungstène (qui peut être en tungstène pur, thorié 1 % et 2 % ou en Zirconium mais celui-ci exclusivement pour le soudage de l'aluminium) et la pièce à souder, sous la protection d'un gaz inerte (argon, hélium ou mélange argon-hélium). Le métal d'apport est ajouté si nécessaire sous forme d'une baguette ou d'un feuillard placé dans le bain de fusion et ne doit pas traverser l'arc électrique ni venir en contact avec la pointe de l'électrode. Ce procédé peut s'automatiser voire se robotiser dans le cas fréquent du soudage TIG orbital.
Soudage à l'arc avec fil électrodes fusibles ou soudage semi-automatique
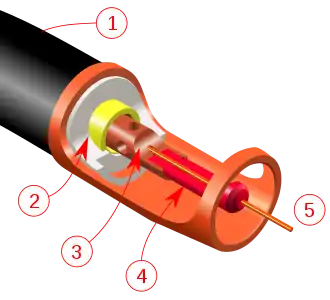
(1) Tête de torche de soudage
(2) Isolant électrique (pièce en blanc) et embout de vissage du tube contact (pièce en jaune)
(3) Diffuseur de gaz(argon ou hélium)
(4) Embout du tube contact-type
(5) Buse métallique
(soudage MIG-MAG : Metal Inert Gas-Metal Active Gas, GMAW Gas Metal Arc Welding selon les normes américaines ou encore procédé 131 (MIG) ou 135 (MAG) selon l'ISO 4063).
Un arc électrique est établi entre l'extrémité d'une électrode consommable et la pièce à assembler, sous la protection d'un mélange gazeux dont la nature dépend du type de soudure réalisée. L'électrode, amenée automatiquement de façon continue depuis un dévidoir, se présente sous la forme d'un fil massif ou fourré.
Soudage orbital
Le soudage orbital est un procédé de soudage spécial pendant lequel la torche de soudage tourne sans interruption à au moins 360° autour d’une pièce fixe (composant cylindrique, tel qu’un tube).
Soudage laser
(LBW : Laser Beam Welding)
L'énergie est apportée sous forme d'un faisceau laser. Les sources laser peuvent être de type CO2, Nd:YAG ou LED.
Principe du soudage laser
Un système optique concentre l'énergie du faisceau laser, (1 × 105 W/cm2 à 1 × 106 W/cm2) et génère un capillaire rempli de vapeurs métalliques dont les parois sont tapissées de métal liquide en fusion. Le bain de fusion ainsi créé est déplacé et le métal liquide se resolidifie après le passage du faisceau assurant la continuité métallurgique entre les pièces.
Plusieurs études sont en cours sur ce procédé, notamment au Centre des technologies de l'aluminium[4] du CNRC (Canada).
Soudage plasma
(PAW : Plasma Arc Welding)
Considéré comme une évolution du soudage TIG, il s'en distingue par le fait que l'arc est contraint mécaniquement (constriction mécanique) ou pneumatiquement (constriction pneumatique), générant ainsi une densité d'énergie supérieure. L'arc peut jaillir entre la tuyère et l'électrode (arc non-transféré) ou entre la pièce et l'électrode (arc transféré) voire être semi-transféré. Le soudage plasma peut être réalisé sans chanfrein sur un assemblage en bout à bout d'un dixième de mm jusqu'à des épaisseurs de 8 mm. Dans ce cas, il nécessite très peu de métal d'apport. Il est utilisé quasi exclusivement en mode automatisé (robot) et les vitesses de soudage sont élevées (dizaines de cm par seconde). Cette méthode permet de souder à des températures atteignant les 10 000 °C.
Il permet de souder les aciers « noirs », les aciers inoxydables et l'aluminium[5].
Soudage par faisceau d'électrons
(EBW : Electron Beam Welding)
Utilise l'énergie cinétique des électrons projetés dans une enceinte sous vide et focalisés sur la pièce à souder pour créer une zone fondue.
Soudage par friction
Ce type de soudage est obtenu par l'échauffement de deux pièces pressées et en mouvement l'une par rapport à l'autre. Le mouvement relatif entraine un échauffement de l'interface jusqu'à plastification locale du matériau, puis soudage par diffusion atomique. La qualité de la liaison ainsi obtenue est supérieure à celle des matériaux utilisés. Il n'y a pas de métal d'apport. On peut souder des matériaux différents.
On distingue deux familles de soudage par friction :
- Le soudage linéaire (LFW, Linear Friction Welding), obtenu par un mouvement d'aller/retour linéaire. Une variante, appelée friction orbitale, permet la génération d'un mouvement ovoïde de la pièce en lieu et place du mouvement linéaire.
- Le soudage rotatif, obtenu par rotation relative des deux pièces (méthode utilisée pour souder les deux parties d'une soupape d'un moteur thermique).
Ce dernier type se compose de deux familles :
- Le soudage à friction pilotée, pour lequel le couple du moteur d'entraînement est transmis directement à la pièce en rotation.
- Le soudage à friction inertielle, qui utilise un volant d'inertie pour fournir le couple de frottement.
Soudage par friction malaxage ou soudage thixotropique
Le « friction stir welding » (FSW) est le procédé de soudage le plus récent de tous. Il a été inventé par Wayne Thomas et breveté par le TWI en 1991. Les outils utilisés pour le soudage FSW de l'acier doivent être très durs et très résistants, ce qui concentre aujourd'hui les applications du FSW surtout pour le soudage des alliages d'aluminium, magnésium, plomb et cuivre. Dans le cas du soudage de l'aluminium, les outils sont en acier trempé. Le FSW permet de souder des alliages d'aluminium qui sont difficiles voire impossibles à souder avec les autres techniques comme les séries 2000 ou 7000 parce que la température n'atteint pas la fusion du matériau.
Comme la soudure est réalisée à l'état solide du matériau à assembler, des forces importantes sont générées sur l'outil. Cela nécessite l'utilisation de machines spécifiques de type portique. Pour baisser le coût d'investissement, des robots industriels peuvent être mis en œuvre pour des épaisseurs à souder inférieures à 8 mm. Pour de plus fines épaisseurs, des essais sont réalisés sur des commandes numériques de type fraiseuse.
Ses applications principales se retrouvent dans la fabrication de trains (le TGV par exemple), de pièces automobiles, de structures de bateaux, de composants pour l'aviation ou l'espace. L'Eclipse est un avion d'affaire américain où les rivets ont été systématiquement remplacés par des soudures FSW.
Plusieurs études sont en cours sur ce procédé :
- à l'Institut Maupertuis en Bretagne (France) pour le FSW robotisé ;
- à l'Institut de Soudure en Lorraine (France) ;
- à l'Université du Québec à Chicoutimi (UQAC) (Canada) ;
- au Centre des technologies de l'aluminium du CNRC situé à l'Université du Québec à Chicoutimi (UQAC) (Canada)[4] ;
- à TWI à Abington et à Sheffield en Grande-Bretagne;
- au Centre d'Étude Wallon de l'Assemblage et du Contrôle (Belgique).
Soudage hybride
Le soudage hybride est la combinaison des deux procédés, plusieurs d'entre elles ont été étudiées dont :
- LASER + TIG (Tungsten Inert Gaz)
- LASER + Plasma
- LASER + GMAW (Gaz Metal Arc Welding) plus communément connu sous le nom de soudage MIG/MAG.
Le fait de combiner les procédés permet une certaine synergie. Les avantages des procédés sont gardés, leurs inconvénients sont éliminés tout en augmentant de façon considérable la productivité. Certains de ces procédés permettent de réaliser des cordons de soudure en une passe, à vitesse élevée (de l'ordre du mètre par minute) sur des tôles/plaques d'acier et autres matériaux d'épaisseurs importantes. Les procédés hybrides, en particulier LASER + GMAW, sont encore au stade de développement. Malgré de nombreuses études et publications scientifiques assez prometteuses, leur utilisation à l'échelle industrielle est encore marginale. Projets de recherche collective concernant le soudage hybride :
- HYPROSOUD (2007-2011, dont la base de données d'essais est disponible en ligne)
- HYLAS (2006-?)
Soudage électrogaz
Se rapproche de la fonderie.
Le soudage électro-gaz est un développement du soudage sous laitier électro-conducteur auquel il ressemble quant à sa conception et son utilisation. Au lieu de fondre dans un laitier, l'électrode fond dans un arc entouré d'un gaz de protection, comme en soudage MIG / MAG. Cette méthode est utilisée pour des tôles de 12 à 100 mm ; un balayage est utilisé pour des épaisseurs supérieures. Le joint est normalement préparé en « I », avec un espace. On utilise aussi des préparations en « V ». En réalisation de joints verticaux, sur de gros réservoirs par exemple, des économies importantes sont faisables, comparativement au soudage MIG / MAG
Soudage par diffusion
Consiste à se servir du phénomène de diffusion des atomes pour créer une liaison.
Il est très utilisé pour effectuer des pièces creuses renforcées à partir de plusieurs tôles en titane. Dans ce cas, on tire au vide à l'inter-tôles et on presse avec une pression de gaz argon par l'extérieur. Cette opération est réalisée à 920 °C.
Soudage par explosion
Cette technique découverte fortuitement en 1957 lors d'essais de formage par explosion, est essentiellement employée pour assembler des métaux de nature différente, par exemple de l'aluminium sur de l'acier. Généralement, il s'agit de profilés pré-soudés qui permettent ces assemblages (ex : superstructures en aluminium sur un bateau à coque en acier dans le but d'abaisser le centre de gravité).
Les métaux à assembler sont superposés selon un certain angle et recouverts d'une couche uniforme d'explosif, la combustion rapide (détonation) de celui-ci provoque une fusion en coin qui se propage sur toute la surface mêlant les deux métaux. Ce type de soudure n'est pas sujet par la suite à la corrosion galvanique. Les résultats présentent à l'interface des propriétés particulières.
Soudage par impulsion magnétique
Le soudage par impulsion magnétique est une technique encore peu connue. Cet assemblage se réalise (presque) à froid et résulte d’une force magnéto-mécanique appliquée à l’une des pièces à souder qui en quelque sorte s’encastre violemment et mécaniquement dans l’autre pièce à souder maintenue fixe. Cette technique permet de souder des matériaux conducteurs qui ont des points de fusion éloignés (par ex.: aluminium-acier). Il est également possible de faire du formage et étampage de pièces.
Soudage « à l'eau déminéralisée »
Il s'agit d'une alternative aux postes à souder à l'acétylène. Depuis 2013, les soudeurs peuvent se passer de bouteille de gaz. Quelques décilitres d'eau permettent de produire par électrolyse de l'eau de l'hydrogène et de l'oxygène purs [6]
Problèmes liés à la soudabilité
Les problèmes liés à la soudabilité peuvent être regroupés en trois familles :
- Les problèmes dits de soudabilité opératoire, qui concernent la mise en œuvre du soudage comme la validation[Note 3] du mode opératoire de soudage par exemple ;
- La soudabilité globale, qui est liée à la tenue en service, par exemple les dilatations et contraintes, des équipements soudés ; et
- La soudabilité métallurgique, qui consiste à produire les propriétés métallurgiques et/ou mécaniques du joint soudé compatibles avec les exigences de la conception, comme dans le cas du soudage de l'acier à 9 % Ni qui à ce jour (2015) ne peut être assemblé par soudage qu'avec un métal d'apport de nature différente et de propriétés mécaniques inférieures.
Métallurgie du soudage
L'opération de soudage occasionne de par son apport énergétique et parfois par l'apport de métal des perturbations métallurgiques au niveau du joint soudé. Ces modifications vont affecter les microstructures de la zone fondue et des zones affectées thermiquement.
Par exemple, dans le cas du soudage des aciers, le joint soudé peut être soumis à divers problèmes qui ont pour origine ces perturbations[7] :
- La sensibilité à la fragilisation à froid dont l'origine est liée à la structure atomique du métal, la diffusion de l'hydrogène protonique, la composition chimique et les phases métallurgiques en présence ainsi que le taux de contraintes mécaniques ;
- La sensibilité à fragilisation à chaud qui est liée à la teneur en impuretés à bas points de fusion comme le plomb, l'étain, l'arsenic, l'antimoine, le phosphore, les contraintes générées par les dilatations et le retrait pendant l'élaboration du joint soudé générant des problèmes de liquation ;
- La sensibilité à la corrosion essentiellement due à la création de composés chimiques pendant l'élaboration du joint soudé comme l'appauvrissement en chrome des aciers inoxydables par la formation de carbures du genre Cr23C6 au sein de la matrice.
Ces problématiques concernent aussi bien la zone fondue (qui est passée à l'état liquide au cours de l'opération de soudage) que la zone affectée thermiquement. La zone affectée thermiquement appelée ZAT est le siège de modifications métallurgiques du métal de base qui peuvent induire des fragilités, des baisses de résistance mécanique, des manques de ductilité… Ces modifications dépendent du matériau soudé, du procédé utilisé, du mode opératoire suivi…
Exemples :
- Dans les aciers C-Mn et les aciers faiblement alliés, la ZAT est le siège d'une augmentation des propriétés mécaniques (Re, Rm) et de chute de ductilité.
- Dans les aciers thermomécaniques à très haute limite élastique Re > 690 MPa, on peut trouver dans certaines parties de la ZAT un phénomène d'adoucissement qui efface les effets du laminage thermomécanique et qui diminue la limite élastique et la limite à la rupture.
- Un alliage d'aluminium de la série 5000 soudé bout à bout présente toujours une baisse de propriétés mécaniques en ZAT.
- Un acier inoxydable austénitique du type 304 L soudé présente souvent une diminution de sa tenue à la corrosion au niveau de la soudure.
- Les alliages de titane sont très sensibles aux phénomènes d'oxydation pendant l'opération de soudage, qui peut faire chuter de manière drastique les propriétés mécaniques du joint soudé.
Tenue mécanique d'un joint soudé
Les modifications métallurgiques influent sur la tenue mécanique du joint soudé. Aussi faut-il s'assurer d'obtenir une tenue mécanique suffisante, et tenir compte des soudures dans le calcul et le dimensionnement des pièces.
L'opération de soudage engendre de plus la création de contraintes résiduelles dues au retrait créé par l'opération de soudage sur les pièces. La tenue à la fatigue des assemblages soudés est une problématique fondamentale dans la conception des appareils soudés. Les défauts géométriques des cordons de soudures jouent un grand rôle dans la tenue à la fatigue des assemblages soudés.
Défauts de soudure
Fragilité produite par la ségrégation
Le soudage implique généralement de chauffer localement le métal, il s'agit d'un traitement thermique local. Il y a donc une modification locale de la microstructure et de l’état métallurgique de la zone du métal affectée par le chauffage (ZAT : zone affectée thermiquement). En effet, le cycle de température inhérent au soudage perturbe les conditions d'équilibres et les propriétés telles qu'elles existaient à la livraison du matériau.
Le chauffage active un certain nombre de mécanismes, dont notamment la diffusion des atomes. Il se produit donc un phénomène appelé « ségrégation » : le métal n'étant pas pur, les atomes étrangers (impuretés, éléments d'alliage) migrent vers les joints de grain.
Ceci peut entraîner une fragilisation des joints de grain, et donc faciliter la rupture fragile intergranulaire. Pour éviter ce problème, on effectue parfois un recuit de mise en solution, voire selon les cas, une hypertrempe de la pièce (cas de certains aciers inoxydables).
Corrosion au cordon de soudure
La soudure est la juxtaposition de deux métaux différents. On peut donc avoir un phénomène de corrosion galvanique. Ce défaut peut se présenter dans le cas du soudage hétérogène d'un assemblage mal conçu, sous réserve de la présence d'un électrolyte.
De plus, on peut également voir apparaître un phénomène de corrosion interfaciale comme cela peut être rencontré lors de la ségrégation du bore aux joints de grains dans les bases nickel, ou lors de la ségrégation du carbone aux joints de grains dans les aciers inoxydables.
Porosités
Il s'agit de défauts sphériques creux qui peuvent être ou non débouchant. Elles sont causées par les courants d'air, le manque de gaz, l'obstruction de la buse, un mauvais angle de soudage, de l'eau ou des impuretés dans le joint à souder…
Soufflures
Ce terme désigne un groupe de porosités non débouchantes. Quand elles sont allongées, on parle de soufflures vermiculaires. Si elles sont débouchantes, on parle alors de piqûres.
Inclusions
Elles désignent un composé étranger à la soudure et peuvent contenir du tungstène (Cas du Soudage TIG) ou du laitier (Soudage à l'électrode enrobée ou "baguette") ou encore des oxydes.
Retassures
C'est le nom donné à l'espace vide créé au sein du métal fondu lors de la solidification (le volume liquide génère un plus petit volume solide), ce défaut peut être typique du procédé de soudage par résistance.
Criques de solidification
Même défaut que les retassures sauf que le défaut est non apparent, à part dans le cas de l'artéritique[incompréhensible]. La crique de solidification est un défaut de fonderie.
Excès de pénétration
Métal débordant du côté envers du cordon.
Collage ou manque de pénétration
Le métal de base n'est pas fondu, ce qui diminue la section efficace de la soudure. On distingue le collage noir où l'interface entre le métal de base et la soudure est vide (par contrôle radiographique apparaît une tache sombre sur les clichés) et le collage blanc, où l'interface est cette fois-ci comblée par des oxydes fondus (cette variété est indécelable par contrôle radio).
Pour limiter le risque de collage dans certaines configurations, il est possible d'utiliser la technique du « beurrage » qui consiste à intercaler un apport de métal compatible avec les deux parties à souder.
Ce défaut de soudage peut intervenir notamment lorsque les pièces à souder ne sont pas maintenues à la bonne température. C'est le cas par exemple lorsqu'on cherche à souder une pièce d'apport (selle, renfort, etc.) sur une canalisation dans laquelle circule un fluide froid.
Fissuration
On distingue :
- La fissuration à froid causée par la présence combinée de contraintes mécaniques, d'hydrogène protonique et d'une phase fragile,
- La fissuration à chaud (ou plus exactement liquation) créée par la ségrégation dans le joint d'un eutectique à bas point de fusion par exemple et,
- Arrachement lamellaire (inclusions allongées dans le même sens que le sens de laminage de la tôle) au sein du métal (défaut rare qui n'existe presque plus chez les acieristes qui fabriquent des aciers propres exempt d'inclusion genre « MnS »),
- En ce qui concerne les aciers au chrome ou les aciers inoxydables, la formation de carbures de chrome Cr23C6 qui précipitent au niveau des joints de grains rendant ainsi les zones appauvries en chrome propice au développement d'une corrosion intergranulaire (le chrome pompé par le carbone n'assure plus son rôle de résistance à la corrosion).
Morsures ou défournis
Défaut où le métal de base est « creusé » sur une partie du cordon.
Caniveaux
Un caniveau est une morsure de grande taille proportionnellement à la grandeur du métal de base due à une trop grande chaleur du métal d'apport par rapport à l'épaisseur ou la densité du métal qui reçoit (voir mauvais paramètres du générateur de courant de soudage). Petit creux de chaque côté de la soudure.
Pollution ferreuse
La pollution ferreuse est une corrosion des aciers inoxydables causée par la destruction de la couche de passivation et activée par la présence de fer. Elle résulte généralement de l'utilisation d'outils métalliques (brosse, cisaille, etc.), après usinage et mise en forme, ou est la conséquence des projections de métal fondu lors d'opérations de soudage.
Défauts géométriques
Ces défauts peuvent être des défauts d'alignement entre les pièces, un cordon trop bombé…
Impacts sur la santé
Les trois risques principaux en soudage à l'arc sont :
- Les rayonnements de l'arc électrique.
- L'émission de fumées, de particules métalliques et, ou de vapeurs nocives.
- Les effets du courant électrique.
Les rayonnements de l'arc électrique, principalement les UV, brûlent certaines matières organiques, ils désintègrent les tissus de coton, une brève exposition peut provoquer un érythème de la peau caractérisé par des brûlures pouvant atteindre le troisième degré et leur action sur l'œil est particulièrement nocive, ils provoquent la conjonctivite, communément appelée « coup d'arc ». Les rayonnements infrarouges provoquent l'opacité du cristallin (cuisson de l'œil à froid) et à terme, la cataracte. Les rayonnements situés dans le spectre visible provoquent un éblouissement suivi d'une période de fatigue visuelle. Ces rayonnements sont beaucoup plus intenses dans les procédés de soudage à arc nu sans laitier de protection comme dans les procédés TIG et MIG par exemple. Les rayonnements réfléchis sont aussi dangereux et plus insidieux que les rayonnements directs de sorte que les personnes situées aux alentours du poste de soudage peuvent être agressées.
Le soudeur est aussi exposé à l'inhalation d'ozone, d'oxydes d'azote et de fumées de soudage (vapeurs métalliques, micro et nanoparticules de métal) qui provoquent de graves troubles de la santé si des moyens efficaces de ventilation et d'aspiration des fumées et des gaz ne sont pas mis en place[8]. Les métaux en particulier peuvent pénétrer dans les poumons et de là passer dans le sang.
Le Centre international de recherche sur le cancer (CIRC) a classé les fumées de soudage dans le groupe 1 des agents cancérogènes avéré pour l'homme depuis 2017. De fait un certain nombre de composés cancérogènes ont été mis en évidence lors des opérations de soudage, en particulier le chrome hexavalent lors du soudage d'alliages inoxydables contenant une forte quantité de chrome[9].
On a aussi récemment constaté[10] que les gaz et fumées de soudage pouvaient affecter le système olfactif ; dans une étude faite par des chercheurs de l’université de Pennsylvanie publiée début 2008 dans la revue américaine Neurology, lors d'un test de reconnaissance des odeurs, 88 % de 43 soudeurs (employés à la maintenance des ponts de la région de San Francisco) ont obtenu des scores très inférieurs à ceux des sujets « témoin ». 7 % avaient même totalement perdu leur odorat. Près de 50 % des salariés testés n'avaient pas même remarqué qu'ils avaient perdu une partie de leur capacité olfactive, bien que celle-ci soit aussi souvent accompagnée d'une perte du sens du goût. Ceci est un danger supplémentaire pour des professionnels qui ne réagissent plus (ou mal) à l'odeur des incendies, émanations de fumée, moisissures ou fuite de gaz ou de polluants toxiques.
Après l’ingestion d’un produit toxique, ou après l'inhalation de fumées dégagées pendant une opération de soudage, il a pu être conseillé, dans le passé, de boire du lait. Cette pratique est fortement déconseillée car elle aggrave l'intoxication, par exemple en faisant descendre dans l'estomac les éventuels dépôts toxiques présents sur les muqueuses. En cas d'ingestion ou d'inhalation de produits ou de fumées toxiques, il ne faut pas boire de lait ou d’eau. En cas de symptômes graves, il faut appeler le centre antipoison le plus proche.
Techniques connexes au soudage
Notes et références
Notes
- Parmi ces soudeuses de la compagnie Ingalls à Pascagoula se trouvent des championnes d'un concours de soudure qui les a rendues aussi renommées que Rosie la riveteuse.
- Sauf dans deux cas : le brasage diffusion (appelé aussi soudage à l'état solide) et le brasage à la forge. Dans ces deux cas il n'y a pas fusion à l'interface entre pièces à assembler mais la continuité métallique est néanmoins assurée par la mise en œuvre de processus de diffusion/migration d'atomes de part et d'autre de l'interface.
- La validation est vue ici comme la réussite ou la défaillance de l'application du mode opératoire de soudage en production.
Références
- « Collet Battu:tutoriel de réalisation par Lafit Plomberie plombier chauffagiste », sur plombier Ile de France dépannage, (consulté le )
- Principaux procédés de soudage par résistance décrits sur le site de MCI (Magazine Circuit Industriel). Consulté le 11 avril 2009.
- Un enrobage et trois rôles
- Centre des technologies de l'aluminium (CTA-CNRC) à Saguenay
- Le soudage plasma sur le site d'EP-Consultant
- Grégoire Noble(2019) Fini l'acétylène, maintenant on soude à l'eau, batiActu, brève du 25/02/2019
- « La caractérisation micrographique des cordons de soudure en acier », sur MetalBlog,
- « Document INRS Guide de ventilation n°7 : Opérations de soudage à l'arc et de coupage », sur inrs.fr le site de l'INRS, (consulté le )
- « Document INRS : Fiche d'aide au repérage de cancérogène. Soudage et brasage des métaux », sur inrs.fr le site de l'INRS, (consulté le )
- Marcelo B. Antunes et coll., San Francisco/Oakland Bay Bridge Welder Study : Olfactory Function, vol. 69 n°12, Neurology, , p. 1278-1284
Voir aussi
Bibliographie
- Normes de conception et calcul
- NF P22-470 « Assemblages soudés » (1989) ; remplacée par la suivante
- EN 1993-1-1 « Eurocode 3 — Calcul des structures en acier » (octobre 2005)
- Normes de mise en œuvre
- NF P22-47X ; remplacée par la suivante
- EN 1090-2 « Exécution des structures en acier et des structures en aluminium — Partie 2 : exigences techniques pour les structures en acier » (octobre 2011)
- Claude Hazard, Frédy Lelong et Bruno Quinzain, Mémotech — Structures métalliques, Paris, Casteilla, , 352 p. (ISBN 2-7135-1751-6), p. 249-292
- André Chevalier, Guide du dessinateur industriel : pour maîtriser la communication technique, Paris, Hachette, , 336 p. (ISBN 978-2-01-168831-6), p. 172-179
- Jean-Louis Fanchon, Guide des sciences et technologies industrielles : dessin industriel et graphes, matériaux, éléments de construction ou de machines..., Paris, Nathan/Afnor, , 623 p. (ISBN 978-2-09-161590-5), p. 223-244
Articles connexes
Liens externes
- Ressource relative à la santé :
- Notices dans des dictionnaires ou encyclopédies généralistes :
Liens vers vidéos
 Portail du génie mécanique
Portail du génie mécanique  Portail de la production industrielle
Portail de la production industrielle  Portail des sciences des matériaux
Portail des sciences des matériaux  Portail de la métallurgie
Portail de la métallurgie  Portail de la chimie
Portail de la chimie