Moulage par injection
Le moulage par injection, aussi appelé injection plastique, est un procédé de mise en œuvre de matières thermoformables, surtout les matières thermoplastiques mais aussi divers métaux, alliages et céramiques techniques.
Pour les articles homonymes, voir Injection.

La plupart des pièces thermoplastiques sont fabriquées avec des presses d'injection plastique : la matière plastique est ramollie par la chaleur puis injectée dans un moule, puis refroidie.
La productivité du procédé est liée au temps de cycle (durée d'un cycle de moulage) et au nombre d'empreintes (ou cavités) de la moulée. Ainsi un moule à huit cavités permet de réaliser huit pièces lors d'un seul cycle. La durée du cycle est essentiellement liée à la nature de la matière injectée, à la qualité des pièces à réaliser ainsi qu'aux vitesses de chauffe et de refroidissement.
Explication

Le moulage par injection est une technique de fabrication de pièces en grande ou très grande série. Il concerne avant tout les matières plastiques et les élastomères (caoutchoucs) mais aussi divers métaux et alliages à point de fusion relativement bas : alliages d'aluminium, de zinc (Zamak) ou encore laitons. Par ailleurs, ce procédé est utilisable pour la mise en forme de pièces en céramique technique, si toutefois on prépare une sorte de barbotine avec un quelconque composant fondant à un point de température relativement bas, comme la paraffine ou le polyéthylène (PE).
On rencontre des composants moulés par injection dans de très nombreux produits manufacturés : automobile, électroménager, matériel informatique, mobilier, etc. Pour les pièces métalliques, les dimensions sont relativement limitées (les carters de boites de vitesses en aluminium sont moulés par injection), mais pour les matières plastiques, les pièces vont de quelques millimètres à plusieurs mètres (éléments de carrosseries automobiles, tables de jardin, par exemple).
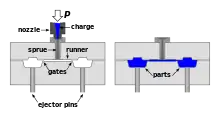
Les moules, installés sur une machine spéciale (presse), sont constitués le plus souvent de deux coquilles (partie fixe et partie mobile) qui sont fortement pressées l'une contre l'autre au moment du moulage puis écartées pour permettre l'éjection de la pièce moulée. Outre ces coquilles, le moule peut comporter un ou plusieurs noyaux destinés à former les parties creuses de la pièce et des poinçons permettant de réserver des ouvertures dans ses parois. Il arrive fréquemment que l'on place dans le moule des « inserts » qui se retrouveront par la suite inclus dans la pièce : il s'agit le plus souvent d'éléments filetés qui pallient localement la résistance insuffisante du matériau constituant le corps de la pièce.
Les dispositifs d'injection du matériau fondu sont très différents selon qu'il s'agit de mouler un métal ou un matériau organique.
Contrairement à d'autres procédés où le moule est perdu (moulage en sable, à la cire perdue, etc.), il faut impérativement veiller à ce que les pièces injectées ne restent pas coincées dans les coquilles et qu'elles puissent au contraire en sortir sans aucune détérioration. C'est pour cela que les surfaces un tant soit peu importantes ne sont pas parallèles à la direction d'extraction mais en diffèrent d'un petit angle appelé « dépouille ».
Les pièces en forme de seau se contractent lors du refroidissement et enserrent parfois très fortement les noyaux autour desquels elles ont été coulées, il faut les extraire au moyen de tiges coulissantes appelées éjecteurs.
 Pièce plastique moulée par injection.
Pièce plastique moulée par injection. Partie de la pièce qui était dans l'empreinte de la partie mobile (éjecteurs).
Partie de la pièce qui était dans l'empreinte de la partie mobile (éjecteurs).
Les deux photos montrent une pièce en plastique moulée par injection. On devine facilement ici la forme des deux coquilles constituant le moule : l'une est presque plane, l'autre comporte, en creux, tous les reliefs de la pièce. Lorsque les coquilles se séparent, la pièce a évidemment tendance à rester enfermée dans la seconde coquille, elle doit donc être extraite de force. Les deux traces circulaires que l'on voit sur le disque de base sont celles des extrémités des éjecteurs. Les petites bavures que l'on voit sur les deux parties les plus hautes sont les restes de la matière plastique qui s'est infiltrée dans les évents du moule, il faut en effet prévoir des orifices pour que l'air contenu dans le creux du moule puisse être évacué au moment où l'on introduit le plastique.
La conception des moules est très délicate. Outre le fait que les pièces doivent se démouler facilement, il faut s'assurer que le moule soit complètement rempli avant que le matériau ne se solidifie. Certaines parties sont réchauffées, d'autres refroidies, afin de donner au moule en production un certain équilibre thermique. Ce dernier est assuré par les circuits de refroidissement à l'intérieur du moule. Le tracé des pièces est très important aussi pour éviter la formation de défauts tels que déchirures, retassures, criques et porosités. Des logiciels de simulation permettent aujourd'hui de faciliter le travail, hautement spécialisé, des moulistes.
Le moulage par injection permet d'obtenir des pièces très précises qui ne nécessitent très souvent aucun usinage ultérieur. Pour toutes les pièces « de façade », en particulier celles qui forment les parties visibles des appareils ménagers, des téléviseurs, des tableaux de bord automobiles, etc., l'aspect extérieur dépend directement de la qualité du moule. Ce dernier subit donc, outre un usinage soigné par fraisage ou par électro-érosion, diverses opérations de finition telles que le polissage et le chromage dur. Le coût des moules est très élevé et ne peut être amorti que par la production de pièces en grande série.
Mise en œuvre
La matière plastique avant transformation se présente sous forme de granulés dépassant rarement quelques millimètres. Ces granulés servent à alimenter la vis de plastification (type vis sans fin) ; celle-ci est chauffée et thermorégulée via le fourreau de plastification. La rotation de la vis de plastification (entraînée par un moteur hydraulique) et l'action conjuguée de la température du fourreau permettent de ramollir les granulés de matière plastique (passage à l'état « fondu » : état fluide ou déformable).
Procédé de mise en œuvre par injection plastique :
- fermeture du moule ;
- verrouillage du moule (la force de verrouillage permet de maintenir le moule fermé pendant l'injection) ;
- dosage : la matière est acheminée à l'avant de la vis de plastification (par rotation de la vis), donnant ainsi une réserve de matière prête à être injectée ;
- injection, décomposée en deux phases :
- phase d'injection dynamique, où la matière présente à l'avant de la vis de plastification est injectée sous forte pression à l'intérieur d'un moule (comportant une ou plusieurs cavités présentant la forme de la pièce souhaitée). Le moule est régulé à une température inférieure à la température de transformation (variant de 15 à 130 °C dans certains cas),
- phase de maintien, où l'on applique une pression constante durant un temps déterminé afin de continuer à alimenter les empreintes bien que celles-ci soient remplies. Ceci afin de limiter le retrait de la matière durant son refroidissement. La pièce est refroidie durant quelques secondes puis éjectée ;
- refroidissement : plus aucune pression n'est exercée, la régulation du moule permet le refroidissement de la matière jusqu’à atteindre une température inférieure au ramollissement ; lors des cycles suivant c'est pendant cette phase que se déroule le dosage pour préparer la moulée suivante ;
- ouverture du moule ;
- éjection des pièces moulées ;
- un nouveau cycle peut commencer.
Paramètres et réglages
Les paramètres principaux à régler sont :
- le dosage (volume de matière qui constituera la moulée) ;
- l'injection (vitesse et pression) ;
- l'ouverture (vitesse) ;
- l'éjection (vitesse et force) ;
- la fermeture (vitesse) ;
- la post-pression ou pression de maintien.
Autres paramètres :
- température du fourreau ;
- température de la matière ;
- température du moule injection ;
- la contre-pression de dosage ;
- la vitesse de rotation de la vis dosage ;
- les courses d'ouverture et d'éjection, la sécurité outillage, etc.
Machines utilisées
Elles sont nommées couramment dans l'industrie « presses à injection » ou « presses à injecter ».
Le nom de presse est dû au fait que le moule est fortement fermé et compressé dans une presse hydraulique ou électrique spéciale.
Les presses à injection sont classées par tonnage pouvant varier de 5 tonnes à 9 000 tonnes. Plus le tonnage est élevé, plus la presse peut mouler les pièces de grande surface projetée (dans le plan d'ouverture du moule).
Logiciels de simulation de moulage par injection en plasturgie
Désormais les ingénieurs et les bureaux d'études ont accès à des logiciels pour simuler l'injection des matières plastiques. Ces logiciels, communément appelés « logiciels de rhéologie », permettent de simuler les différentes phases inhérentes à un cycle d'injection :
- phase de remplissage des empreintes ;
- phase de compactage ;
- phase de refroidissement de la pièce plastique dans le moule et hors du moule.
Ces logiciels permettent en outre de simuler et optimiser la thermique des moules et prévoir les retraits et déformations des pièces issues du cycle de moulage simulé.
Logiciels de rhéologie
Les principaux logiciels de simulation rhéologiques pour la plasturgie sont :
- Cadmould, édité par la société Simcon kunststoff technische Software GmbH ;
- Moldex3D, de la société CoreTech System Co., Ltd. ;
- Moldflow, édité et distribué par Autodesk ;
- Sigmasoft, édité et distribué par Sigma Engineering GmbH ;
- SolidWorks plastics. Propriété de Dassault Systèmes, ce logiciel est un module de simulation pouvant être intégré au logiciel de CAO SolidWorks.
Références
Voir aussi
Articles connexes
- Injection d'un plastique
- Thermoplastique
- Retrait plastique
- Presse hydraulique
- Hydromécanique
- Oléohydraulique
- Moteur hydraulique pour entraîner la vis d'extrusion
- Défaut de moulage
Bibliographie
- Michel Chatain et Alexandre Dobraczynski, Injection des thermoplastiques : les moules, Paris, Éditions techniques de l'ingénieur, (notice BnF no FRBNF37340176, présentation en ligne, lire en ligne).
- Agassant J.-F., Avenas P., Sergent J.-P., Vergnes B. et Vincent M., La mise en forme des matières plastiques, approche thermomécanique, Lavoisier, 1996.
- Dobraczinsky A., Piperaud M., Trotignon J.-P. et Verdu J., Précis de matières plastiques, AFNOR-Nathan, 2006.
- Munch T., Du process à la pièce : l'injection des plastiques, VTP Éd., 2006.
- Pichon J.-F., Aide-mémoire d'injection des matières plastiques, Dunod, 2005.
Liens externes
 Portail du génie mécanique
Portail du génie mécanique  Portail de la production industrielle
Portail de la production industrielle  Portail des sciences des matériaux
Portail des sciences des matériaux  Portail de la chimie
Portail de la chimie